Business Lines
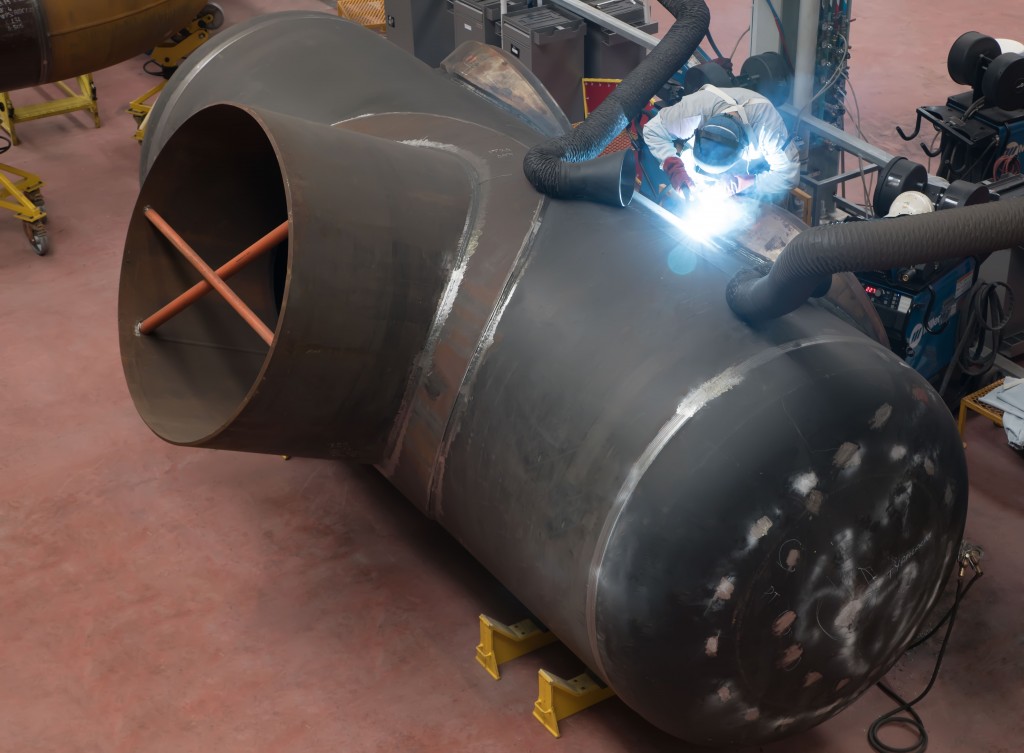
Spool

Cimtas Pipe provides sourcing, spool fabrication including induction and cold bending, heat treatment, NDE, hydro testing, blasting, painting, passivation, pickling, packing (crating, bundling and containerizing), and fob/ddu shipment services to its international customers for small and large bore low and high temperature carbon steel, stainless steel, low and high alloy steel piping systems based on manual and automated welding technology utilizing gtaw, saw, stt, smaw, fcaw, gmaw and hotwire for wide range of diameter and wall thicknesses.
Pipe Spool Prefabrication
- Fitting Production
- Mechanical and Metallographic Tests
- Material Handling and Storage
- CNC Operated Precision Cutting
- CNC and Semi-Automatic Cold Bending (from ½” to 10”)
- Induction Bending (2.5” (64 mm) to 36” (914 mm), 5 mm and 108 mm thk. P92)
- Welding (Robotic, Automated and Manual)
- PWHT and Normalization
- Testing (PMI, RT, UT, MT, PT, Hydro, Video Boroscope and CMM Inspection)
- Surface Treatment (Manual and Automated Blasting, Pickling, Passivation)
- Painting
- Packing
Fit-up & Welding
(Robotic, Automated, Manual, FCAW, GMAW, GTAW, HotWire, RMD, SAW, SMAW, STT)
Cimtas Pipe Welders certified according to the international standards are experienced on the welding procedures of GTAW, HotWire, SAW, SMAW, FCAW, STT, GMAW, GMAW-RMD in combination of manual, orbital and automated processes. Detailed Information

Cold Bending
CNC and Semi-Auto Cold Bending Machines from 1/2” to 10”, from 1.5D to 3D, Mandrel and Booster bending types
Induction Bending
- Diameter Range: 6” (168mm) – 36” (914mm)
- Thickness Range: 9mm – 108mm
- Bending Angle: up to 180⁰
- Bending Radius: 200- 8.500mm (min.1.5D)
- Bending Moment: 165 tm
- Bending Force: 100 t
- Pipe Feed Length: 13m
- Control System: CNC

PWHT & Normalization
- All heat treatment is performed in-house with furnace or local heat treatment
- Certified According to AD HP 7/1 for PWHT and Normalization.
2 furnaces and 17 local heat treatment power sources. - Heat furnaces details:
- Top Hat, Dual Hearth, Natural Gas Fired Furnace
1,200⁰C Rated, 11.4m Lx 4.4m W x2.2m H, Max 40t loading - Gas Fired Boogie Hearth Furnace
1,100⁰C Rated, 10m L x 4m W x 3m H, Max 40t loading
- Top Hat, Dual Hearth, Natural Gas Fired Furnace
Non Destructive Examination
- In-house Level I, II, III NDT personnel
- SNT-TC-1A & PED 97/23, EN 473
- Radiographic testing(RT)
- Manual and automated ultrasonic testing(UT)
- Magnetic testing(MT), Dye Penetrant Testing (PT)
- Digital radiography system
- Positive Material Identification (PMI)
- Hydro Testing, Hardness Testing
- Sensitive Measurement, Evaluation and Recording with FARO 3D Laser Scanner


Surface Treatment and Painting
- Dedicated in-house;
- Blasting
- Passivation
- Pickling
- Painting
- Humidity and temperature controlled painting hall
- NACE Level I,II and III and SSPC Level II inspectors
- Full coat top quality finishing of the products
Photo Gallery